





Опрокидная шахтная вагонетка на заказ
Когда слышишь 'опрокидная шахтная вагонетка на заказ', многие сразу думают о простой металлической коробке на колёсах. Вот в этом и кроется первый просчёт. Заказная вагонетка — это не типовое изделие, а решение под конкретную выработку, тип породы и даже под логистику на поверхности. Сам сталкивался, когда на объекте привезли 'стандарт', а он в повороте задевал за крепь — пришлось резать и усиливать на месте, терять время.
Почему 'на заказ' — это не просто слова
Тут дело в деталях, которые в каталогах не опишешь. Например, угол опрокидывания. Для тяжёлой влажной глины нужен один, для сухой руды — другой. Если сделать с запасом 'на всякий случай', конструкция утяжелится, нагрузка на ось возрастёт, ресурс рельсов упадёт. Приходилось балансировать: где-то усиливали шарнир, а где-то экономили на толщине борта, но только после расчёта давления груза.
Материал — отдельная история. Кажется, чем толще сталь, тем лучше? Не всегда. На одном из участков с агрессивной средой (химические пары) обычная сталь 3мм начала корродировать за полгода, хотя нагрузке соответствовала. Перешли на сталь с покрытием, но пришлось пересчитывать центр тяжести — при опрокидывании была небольшая, но опасная вибрация.
Колёсные пары — часто их заказывают отдельно, и это правильно. Но бывает, что клиент хочет сэкономить и ставит от старого парка. А потом удивляется, почему вагонетку 'ведёт'. Здесь важно не только соответствие ширине колеи, но и конусность бандажей для конкретных рельсов. Помню случай на шахте в Кузбассе: подрядчик поставил колёса с минимальным допуском, а рельсы были уже изношены — результат, повышенный износ и шум. Пришлось оперативно фрезеровать.
Опыт и ошибки в проектировании
Раньше думал, что главное — это грузоподъёмность и габариты. Оказалось, не менее важен способ разгрузки. Механический опрокидыватель с боковым упором — классика, но для узких тупиковых выработок иногда эффективнее передний опрокид с гидравликой. Пробовали делать комбинированный вариант для вагонеток ООО Линьчжоу Чжэнда Шахтное Машиностроение — вроде бы универсальное решение, но на практике добавило сложности в обслуживании, механики на местах ругались за лишние узлы.
Ещё один момент — крепления для дополнительного оборудования. Например, датчиков контроля загрузки или автосцепки. Если не заложить площадки и проушины на этапе чертежа, потом приваривать — сплошной костыль, который ослабляет раму. Учились на своих ошибках: теперь всегда уточняем у заказчика план по автоматизации, даже если 'пока не планируется'.
Сайт https://www.lzzdmj.ru в своих материалах правильно акцентирует, что продукция применяется в угольной, металлургической, химической промышленности и метро. Но из практики добавлю: для метро вагонетки часто требуют пониженный уровень шума и искробезопасность, а для химических производств — специфическую покраску. Один заказ для химического комбината чуть не провалился из-за грунтовки — пришлось срочно искать замену по ТУ.
Производство и логистика: что может пойти не так
Заказ приняли, чертёж согласовали. Казалось бы, дело за малым. Но вот этап резки металла. Если использовать газовую резку вместо плазменной для высокопрочных сталей, могут появиться микротрещины по кромкам — они проявятся только под нагрузкой через несколько месяцев. Контролировать процесс нужно с самого начала, желательно своим человеком на площадке производителя.
Сборка и сварка. Тут история про квалификацию сварщиков. Для ответственных швов (рама, узлы опрокидывания) нужны аттестованные специалисты. Был инцидент, когда на стороннем заводе сварщик без допуска варил раму — при приёмке УЗК показало непровары. Весь партию забраковали, сроки сорвались. Теперь работаем только с проверенными партнёрами, такими как ООО Линьчжоу Чжэнда Шахтное Машиностроение, где этот процесс, судя по опыту поставок, поставлен строго.
Доставка. Готовая опрокидная шахтная вагонетка — это всё же не станок, её можно перевозить горизонтально. Но если не закрепить надёжно на платформе, может 'сыграть' и погнуться рама или оси. Один раз получили вагонетку с деформированным упором для опрокидывателя — вина перевозчика, но разбираться и чинить пришлось нам. Теперь в договоре чётко прописываем условия транспортировки и упаковки.
Взаимодействие с заказчиком: тонкости, которые решают всё
Самая сложная часть — выяснить реальные условия эксплуатации. Техзадание — это одно, а рассказ старого механика на объекте — совсем другое. Спрашиваю: 'Какая основная проблема с текущим парком?' Часто слышу: 'Подшипники летят'. А начинаешь разбираться — оказывается, не от перегруза, а от того, что при мойке вагонеток струя воды бьёт прямо в узел, смазку вымывает. Значит, в новом проекте нужно продумать лучшую защиту подшипниковых узлов или сместить их расположение.
Ещё пример: заказчик хочет максимальную вместимость. Чертим под габарит выработки. Но забываем спросить про радиус поворота. В итоге длинная вагонетка вписывается в габарит по ширине, но не проходит по криволинейному участку — 'режет угол'. Теперь всегда запрашиваем схему путей с указанием минимальных радиусов.
Финансовый вопрос. 'На заказ' часто значит 'дороже'. Нужно объяснять, из чего складывается цена: уникальный чертёж, переналадка производства, пробная сборка, индивидуальные испытания. Иногда удаётся предложить полукастомное решение — взять базовую модель от Lzzdmj.ru и доработать под ключевые требования клиента. Это быстрее и иногда надёжнее, чем начинать с нуля.
Взгляд вперёд: куда движется отрасль
Сейчас всё чаще просят заложить возможность установки RFID-меток для автоматического учёта. Или датчиков перегруза. Это уже не экзотика, а постепенно становящаяся нормой. Значит, в конструкции нужно предусматривать защищённые места для такой электроники и проводки.
Ещё тренд — облегчение конструкции без потери прочности. Использование высокопрочных сталей или даже алюминиевых сплавов для несущих элементов? Звучит дорого, но для рудников с большим вертикальным подъёмом экономия на массе даёт существенную экономию энергии. Пока идём по пути оптимизации геометрии и применения комбинированных материалов.
В целом, работа над опрокидной шахтной вагонеткой на заказ — это всегда диалог и поиск компромисса между идеальным техническим решением, стоимостью и сроками. Главное — не делать 'как в прошлый раз' автоматически, а каждый раз вникать в контекст. Как показывает практика компаний, глубоко погружённых в отрасль, вроде ООО Линьчжоу Чжэнда Шахтное Машиностроение, успех лежит в деталях, которые видны только при реальной работе в шахтах и на рудниках. Именно их продукция, зная специфику разных отраслей, часто становится хорошей базой для дальнейшей кастомизации, что в итоге экономит время и нервы всем участникам процесса.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
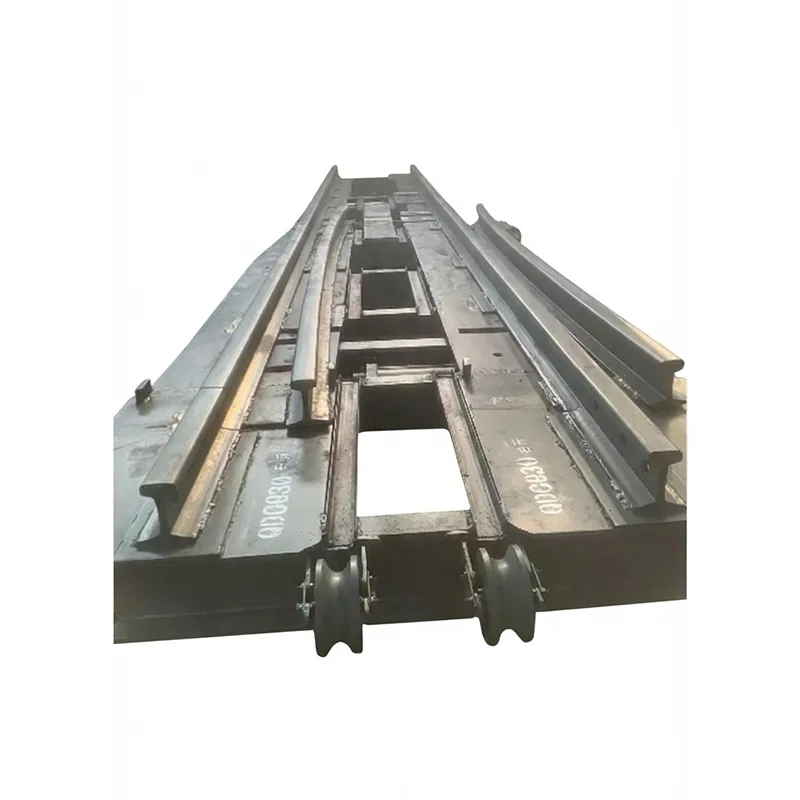
 Перекрёстно-съездной стрелочный перевод
Перекрёстно-съездной стрелочный перевод -
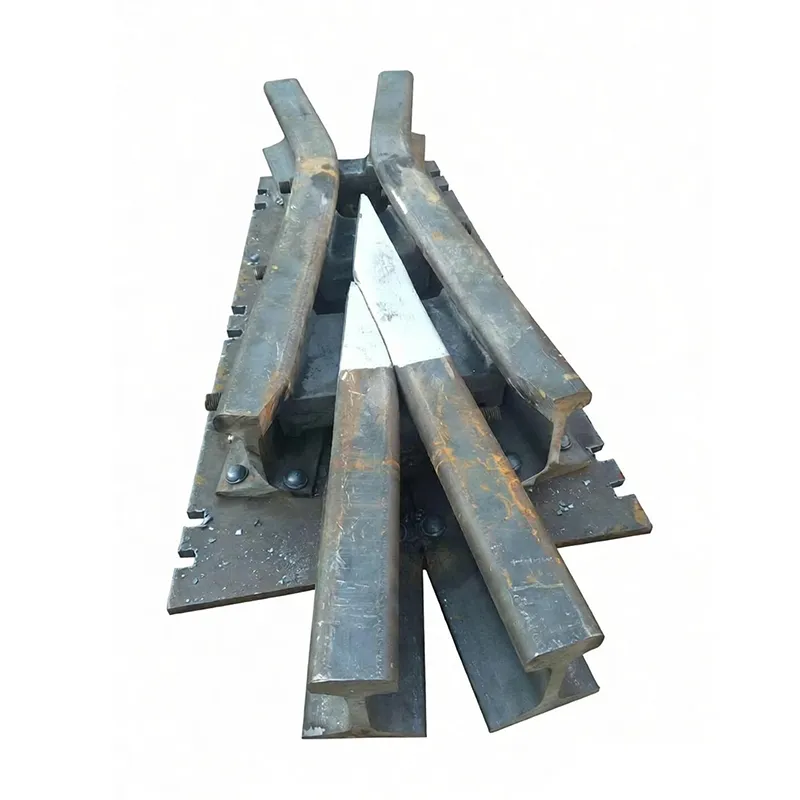
 Шахтный остряк (тяжелонагруженный тип)
Шахтный остряк (тяжелонагруженный тип) -
 Стандартный шахтный стрелочный перевод
Стандартный шахтный стрелочный перевод -
 Односторонний стрелочный перевод
Односторонний стрелочный перевод -
 Соединительные накладки для рельсов
Соединительные накладки для рельсов -
 Комплект запасных частей для стрелочного перевода
Комплект запасных частей для стрелочного перевода -
 Стрелочный перевод для подъездных железнодорожных путей (стандартный тип)
Стрелочный перевод для подъездных железнодорожных путей (стандартный тип) -
 Симметричный стрелочный перевод
Симметричный стрелочный перевод -
 Шахтные рельсовые костыли
Шахтные рельсовые костыли -
 Крепёжные элементы для рельсов (шахтные / промышленные)
Крепёжные элементы для рельсов (шахтные / промышленные) -
 Комплектные решения для шахтных рельсовых систем
Комплектные решения для шахтных рельсовых систем -
 Крестовина для стрелочного перевода (тяжеловесная)
Крестовина для стрелочного перевода (тяжеловесная)
Связанный поиск
Связанный поиск- Опрокидная шахтная вагонетка
- Путевая зажимная пластина, железная подставка
- Шахтные рельсовые комплектующие
- Стрелочный перевод специально для монорельсовых дорог
- Стандартный стрелочный перевод
- Упорная подкладка, прижимная пластина
- Тоннельный стрелочный перевод
- Стрелочный перевод для проходческих работ
- Одиночный стрелочный перевод
- Усиленный зажим для рельса