





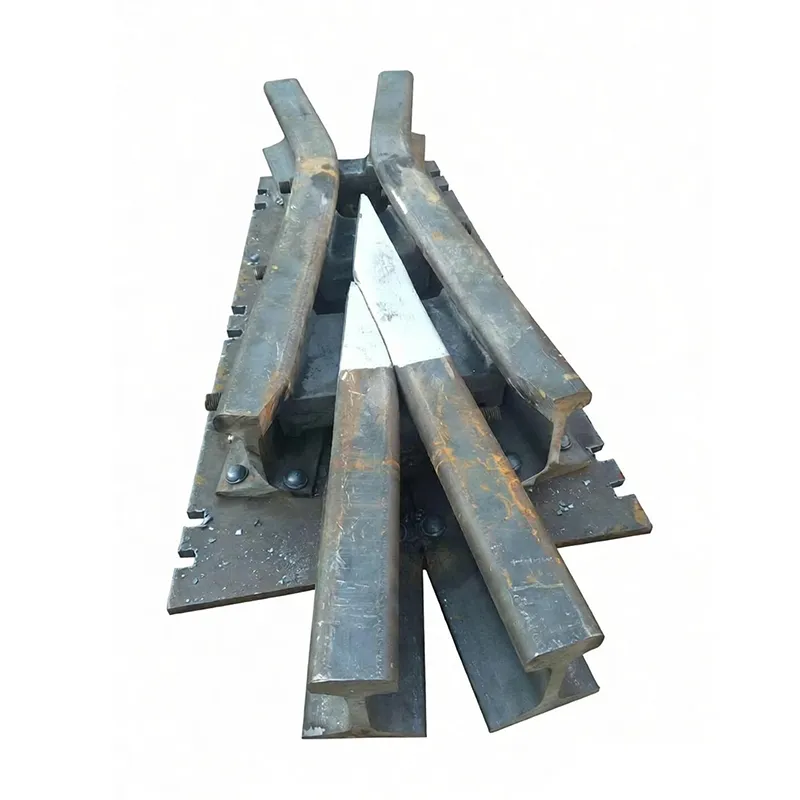
Упорная подкладка, прижимная пластина
Вот смотрю на эти два термина — упорная подкладка, прижимная пластина — и думаю, сколько раз приходилось объяснять заказчикам, что это не просто ?железки?, а совершенно разные по функции элементы. Многие, особенно те, кто только начинает работать с конвейерными системами в шахтах или на метрополитене, путают их или считают взаимозаменяемыми. А потом удивляются, почему крепление не держит, лента сползает или сам узел разбивается за полгода. На самом деле, разница — фундаментальная, и от правильного выбора и монтажа зависит не только ресурс, но и безопасность.
Функция vs. воспринимаемая нагрузка: где кроется ошибка
Основная путаница возникает из-за того, что оба элемента связаны с креплением ленты, часто используются в паре, но работают на принципиально разные виды нагрузок. Упорная подкладка — это, грубо говоря, основа, статичный упор. Её задача — воспринимать осевое усилие, то есть то самое давление, которое стремится сдвинуть крепёжный узел вдоль балки или конструкции. Она противостоит постоянной нагрузке ?на сдвиг?. Часто её делают с рифлёной или зубчатой поверхностью для лучшего сцепления с несущей поверхностью.
А вот прижимная пластина — это активный элемент крепления. Её функция — создавать необходимое прижимное усилие, фиксируя саму ленту или другие элементы (например, стыковочные замки) к упорной подкладке или основанию. Она работает на ?прижим? и часто связана с силовыми элементами — болтами, клиньями, эксцентриками. И вот тут ключевой момент: если упорная подкладка слабая и деформируется под осевой нагрузкой, то вся система фиксации прижимной пластиной становится неэффективной — ей просто не к чему нормально прижиматься.
Помню случай на одной из угольных шахт, с которыми сотрудничаем. Пришла рекламация на частый сход ленты. Приезжаем — смотрим. Использовались стандартные узлы, но при монтаже, видимо, сэкономили, поставили упорные подкладки из обычной стали, не калёной, да ещё и толщиной меньше расчётной. Они под постоянной вибрацией и ударной нагрузкой (порода-то сыпется неравномерно) постепенно ?разлохматились?, деформировались. Прижимные пластины, конечно, были затянуты, но они уже прижимали ленту к кривой, просаженной поверхности. Естественно, фиксация была ненадёжной. Замена на более массивные, термообработанные подкладки от ООО Линьчжоу Чжэнда Шахтное Машиностроение решила проблему. У них как раз линейка этих изделий хорошо проработана под разные типоразмеры балок и нагрузки.
Материал и обработка: не вся сталь 45-ка одинакова
Это, пожалуй, самый болезненный для бюджета, но критически важный пункт. И для подкладки, и для пластины материал — это не просто ?сталь?. Для упорной подкладки ключевая характеристика — сопротивление смятию и истиранию. Часто идёт сталь 45 или 40Х, но обязательно с объёмной закалкой до определённой твёрдости (обычно в районе 40-45 HRC). Если её не закалить, она будет ?плыть?. Но и перекаливать нельзя — станет хрупкой, может лопнуть от ударной нагрузки.
С прижимной пластиной история немного иная. Ей нужна и прочность, и некоторая упругость. Слишком жёсткая — при перетяжке болта может лопнуть, слишком мягкая — прогнётся и не обеспечит равномерный прижим по всей площади. Часто здесь идёт сталь 65Г или аналоги — после соответствующей термообработки на пружинные свойства. Мы как-то пробовали закупать пластины у местного цеха, сделали из непонятной стали, без термообработки. Вроде сэкономили. Через два месяца на линии резки породы половина пластин имела остаточную деформацию (проще говоря, погнулись и не выпрямились), а несколько вообще лопнули. Пришлось срочно менять на нормальные. Теперь работаем с проверенными поставщиками, которые дают чёткие спецификации по материалу.
Кстати, сайт https://www.lzzdmj.ru в своих каталогах обычно прямо указывает марку стали и вид обработки для критичных деталей, что сразу отсекает массу вопросов на стадии подбора. Их продукция, как указано в описании, для угольной, металлургической промышленности и метрополитена, а там без чёткого соответствия материалам — никуда.
Геометрия и контакт: детали, которые не видны на схеме
На чертеже и подкладка, и пластина — это простые прямоугольники с дырками. В жизни всё сложнее. Возьмём контактную поверхность упорной подкладки с балкой. Если она абсолютно плоская, а балка имеет даже минимальный прогиб или неровность от сварки, то контакт будет точечным, давление возрастёт, и подкладка начнёт вминаться. Поэтому часто делают лёгкую выпуклость (горб) по длине или наносят точечную риску. Это не брак, а технология для обеспечения плотного прилегания после затяжки.
У прижимной пластины своя геометрическая хитрость — зона контакта с головкой болта или клином. Если площадка под головку болта плоская и перпендикулярная оси, то всё хорошо. Но если используется клиновой или эксцентриковый зажим, то угол наклона этой площадки должен быть выверен до долей градуса. Неправильный угол — и либо клин не дойдёт до упора, либо его будет невозможно выбить при демонтаже. Сталкивался с таким на химкомбинате, где из-за агрессивной среды узлы часто разбирали для чистки. Пластины были с некондиционным углом, клинья заклинивали намертво, их резали автогеном. Потери времени — колоссальные.
Ещё один нюанс — соотношение толщины пластины и диаметра болта. Слишком тонкая пластина под мощным болтом поведёт себя как фольга, слишком толстая — делает узел громоздким и дорогим. Здесь нет универсального рецепта, только расчёт под конкретное усилие прижима.
Монтаж и эксплуатация: где теория расходится с практикой
Можно иметь идеально спроектированные детали, но испортить всё на этапе монтажа. Главная ошибка с упорной подкладкой — неочищенная и невыровненная поверхность установки. Приварил её к ржавой, бугристой балке — и всё, работа насмарку. Нагрузка пойдёт неравномерно. Требуется зачистка до металла, проверка плоскостности. Иногда даже приходится подкладывать тонкие шаблоны для выравнивания.
С прижимной пластиной типичная проблема — неравномерная затяжка. Если узел крепления ленты имеет несколько болтов, их нужно затягивать крест-накрест и постепенно, как головку блока цилиндров в двигателе, а не по порядку. И динамометрическим ключом, а не ?на глазок? ударным гайковёртом. ?На глазок? приводит к перекосу пластины, она работает одним краем, быстро изнашивается и не держит. Видел, как на монтаже метрополитена бригада, чтобы сэкономить время, затягивала все болты сразу до упора. В итоге пластину повело, контакт с лентой стал на 30% от площади. Узел не прошёл приёмку, пришлось переделывать.
В эксплуатации ключевой момент — регулярный осмотр на предмет остаточной деформации. Особенно после пиковых нагрузок. Если видишь, что прижимная пластина погнулась и не возвращается в форму, или на упорной подкладке появились блестящие затертые полосы (знак проскальзывания), — это красный флаг. Узел требует немедленного обслуживания или замены компонентов.
Интеграция в систему: не только два элемента
Говорить об упорной подкладке и прижимной пластине в отрыве от всей системы крепления — бессмысленно. Они — часть цепи, куда входят и болты/шпильки, и сама конвейерная лента с её прочностью на разрыв, и несущая конструкция. Например, если вы усилили подкладку и пластину, но оставили старые болты класса прочности 4.8, то слабым звеном станут именно они. Порвутся первыми.
При подборе комплектующих для серьёзного проекта, будь то сталелитейный цех или угольный разрез, нужно рассматривать узел целиком. Именно поэтому часто выгоднее брать готовые, сбалансированные решения от производителя, который тестирует весь узел в сборе. Как, например, делает ООО Линьчжоу Чжэнда Шахтное Машиностроение, предлагая не просто детали, а узлы крепления, готовые к установке. Это снижает риски несовместимости. Их подход, когда продукция создаётся для комплексного применения в тяжелых отраслях, как раз предполагает такую системность.
В конце концов, надёжность конвейера, который, скажем, транспортирует горячий кокс или руду в метрополитене, определяется не самой прочной его деталью, а самым слабым звеном. И часто этим звеном оказывается не само тело ленты или мощный ролик, а именно невзрачный узел крепления, где упорная подкладка и прижимная пластина должны работать как одно целое. Понимание этой связи — и есть главный признак того, что специалист имеет дело не с бумажными спецификациями, а с реальным, иногда грязным и шумным, железом.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Соединительные накладки для рельсов
Соединительные накладки для рельсов -
 Контррельс для стрелочного перевода (промышленного назначения)
Контррельс для стрелочного перевода (промышленного назначения) -
 Нестандартные шахтные стрелочные переводы на заказ
Нестандартные шахтные стрелочные переводы на заказ -
 Тяжелонагруженный шахтный стрелочный перевод
Тяжелонагруженный шахтный стрелочный перевод -
 Шахтные рельсовые костыли
Шахтные рельсовые костыли -
 Стрелочный перевод для промышленных подъездных путей
Стрелочный перевод для промышленных подъездных путей -
 Комплект запасных частей для стрелочного перевода
Комплект запасных частей для стрелочного перевода -
 Крестовина для стрелочного перевода (тяжеловесная)
Крестовина для стрелочного перевода (тяжеловесная) -
 Шахтная неопрокидная вагонетка (тяжелонагруженный тип)
Шахтная неопрокидная вагонетка (тяжелонагруженный тип) -
 Перекрёстно-съездной стрелочный перевод
Перекрёстно-съездной стрелочный перевод -
 Комплексные решения для промышленных рельсовых транспортных систем
Комплексные решения для промышленных рельсовых транспортных систем -
 Односторонний стрелочный перевод
Односторонний стрелочный перевод
Связанный поиск
Связанный поиск- Стрелочный перевод из шахтного профиля
- Подкладки для рельсовых путей
- Сборная крестовина
- Оптовая продажа шахтных стрелочных переводов
- Путевой шуруп
- Шахтная материальная вагонетка
- Ручной привод стрелочного перевода (вертикальный)
- Перекрёстно-съездной стрелочный перевод
- Промышленный стрелочный перевод
- Нестандартный стрелочный перевод