





Опрокидная шахтная вагонетка
Когда слышишь 'опрокидная шахтная вагонетка', многие представляют себе просто железный ящик, который едет по рельсам и вываливает груз. На деле же — это целый комплекс инженерных решений, где каждая деталь, от типа опрокидывания до материала борта, продиктована годами (а иногда и горьким опытом) эксплуатации в конкретных условиях. Часто ошибочно думают, что главное — это грузоподъёмность, а надёжность механизма опрокидывания — дело второстепенное. Вот с этого, пожалуй, и начну.
Механизм опрокидывания: сердце вагонетки
Здесь вариантов не так много, но каждый имеет свои 'подводные камни'. Центральная опора, боковой перекид — классика. Казалось бы, что может быть проще? Но именно здесь кроется основная масса поломок, если не учтена специфика груза. Например, для влажной, липкой породы или мёрзлого угля боковой перекид с жёстким фиксатором может не справиться — груз 'зависает', создавая чудовищную нагрузку на раму и механизм. Видел случаи, когда после такого 'зависания' деформировалась вся геометрия рамы, и вагонетка шла под списание.
Некоторые предпочитают системы с гидравлическим или пневматическим приводом для более контролируемого опрокидывания. Да, это дороже и сложнее в обслуживании под землёй, но для обогатительных фабрик или определённых участков шахты — иногда единственный вариант. Помнится, на одном из участков с крутым подъёмом пытались использовать обычные механические вагонетки с ручным расцеплением — в итоге получили волну травм из-за непредсказуемого поведения гружёной тележки при отцепке. Перешли на модели с дистанционным управлением опрокидыванием — проблема ушла, но возросли затраты на обучение персонала и ремонт электроники.
Ключевой момент, который часто упускают из виду при выборе — это не максимальная нагрузка, а опрокидная шахтная вагонетка должна быть сбалансирована так, чтобы усилие для её опрокидывания в нагруженном состоянии оставалось в разумных пределах, предусмотренных техникой безопасности. Идеально, когда пустая она возвращается в исходное положение сама, за счёт смещённого центра тяжести. Но добиться этого для всех типов груза — задача нетривиальная.
Рама и ходовая часть: что ломается на самом деле
Говорить о грузоподъёмности, не обсуждая состояние пути, — бесполезно. Самая прочная рама из низколегированной стали не выдержит постоянных ударов от разбитых стыков рельсов. Конструкция рамы опрокидной шахтной вагонетки часто усилена в местах крепления узла опрокидывания — это зона максимального напряжения. Но некоторые производители, пытаясь сэкономить вес, делают её облегчённой. Результат — усталостные трещины появляются не через десять лет, а через два-три года интенсивной работы.
Колёсные пары — отдельная история. Подшипники качения сейчас практически стандарт, но их защита от шахтной пыли и влаги — слабое место. Видел модели, где лабиринтные уплотнения были выполнены формально, и за месяц работы в запылённом штреке подшипник выходил из строя. Хорошо себя зарекомендовали тележки с рессорным подвешиванием для участков с неровным путём, но они, опять же, сложнее и требуют большего просвета.
Здесь стоит отметить, что надёжность часто зависит от комплектующих. Например, продукция компании ООО Линьчжоу Чжэнда Шахтное Машиностроение (https://www.lzzdmj.ru), как указывается в её описании, применяется в угольной, металлургической и химической промышленности, а также в метро. Это намекает на то, что их вагонетки, вероятно, проектируются с учётом агрессивных сред и вибрационных нагрузок, что для химической промышленности или метрополитена критически важно. Хотя, конечно, всегда нужно смотреть конкретную модель и её паспорт.
Материалы и борьба с износом
Борта. Обычная сталь 3-5 мм быстро истирается абразивной породой. Наварка износостойких пластин (гадфильда, например) продлевает жизнь в разы. Но есть нюанс: такая наварка меняет вес и балансировку. Если усиливать только дно, центр тяжести смещается, и вагонетка может стать неустойчивой при опрокидывании. Поэтому усиление должно быть продумано комплексно.
Ещё один бич — коррозия. В условиях шахтной влаги и химически активной породы даже толстая сталь может истончиться за пару лет. Некоторые идут по пути использования специальных покрытий, но они плохо переносят ударные нагрузки. Альтернатива — борта из износостойкой стали с повышенным содержанием марганца, но это уже вопрос цены. Для перевозки определённых химикатов или в условиях метро, где важна пожаробезопасность и чистота, могут рассматриваться и другие материалы, но это уже штучный товар.
Зазоры и люфты. В новой вагонетке их почти нет. Но после полугода работы из-за постоянных ударных нагрузок в узлах опрокидывания появляются люфты. Если их вовремя не устранять, это приводит к ускоренному износу всех сопрягаемых элементов и, в итоге, к заклиниванию механизма или самопроизвольному опрокидыванию на ходу. Регламент технического обслуживания здесь не пустая бумажка.
Интеграция в систему: вагонетка не одна
Опрокидная шахтная вагонетка — это звено в цепочке. Её геометрия и масса должны стыковаться с габаритами клети, параметрами подъёмной машины, высотой разгрузочной эстакады. Был прецедент, когда закупили партию современных вагонеток большей, чем обычно, высоты. Всё бы ничего, но при подъёме в клети они задевали за направляющие, а на разгрузочной эстакаде механизм не мог зацепить их за верхнюю скобу — пришлось переделывать всю инфраструктуру, что обошлось дороже самих вагонеток.
Система сцепки. Автоматическая сцепка — мечта любого горняка, но её внедрение упирается в состояние парка и однородность моделей. На старых участках часто работает 'парк' вагонеток разных лет выпуска, и унифицировать сцепку бывает невозможно. Ручная сцепка — это всегда риск, но она даёт ту самую гибкость. Видел, как пытались внедрить карабинные сцепки европейского образца — они оказались слишком 'нежными' для наших условий, гнулись и ломались от боковых нагрузок в кривых.
Вопрос совместимости — одна из причин, почему многие предприятия обращают внимание на производителей с широкой линейкой продукции для смежных отраслей. Если компания, как та же ООО Линьчжоу Чжэнда Шахтное Машиностроение, поставляет технику и для метро, и для металлургии, есть вероятность, что её инженеры лучше понимают важность унификации и адаптации к разным инфраструктурным ограничениям. Это косвенный признак, но на практике часто работает.
Безопасность и 'человеческий фактор'
Любая, даже самая совершенная вагонетка, управляется людьми. Простота и интуитивность управления механизмом опрокидывания — фактор безопасности №1. Сложные многоступенчатые фиксаторы, которые нужно отжимать монтировкой, — это прямая дорога к травме. Лучшие решения — те, где рабочий может привести механизм в действие одним-двумя движениями, стоя в безопасной зоне.
Тормозные устройства. На уклонах без них никак. Но башмаки часто теряются, а встроенные в колёсную пару тормоза забиваются грязью и перестают работать. Наиболее живучими оказались простейшие рычажные системы, которые блокируют колесо через нажатие на педаль. Никакой электроники, минимум деталей — максимум надёжности в грязи и пыли.
Цвет, маркировка, звуковая сигнализация — кажется, мелочи. Но в полутьме штрека яркая окраска торцевой части или фонарь-мигалка на вагонетке, движущейся в составе, могут предотвратить столкновение. Это те детали, по которым видно, думал ли конструктор о реальных условиях работы или просто собрал железо по чертежу. В конце концов, опрокидная шахтная вагонетка — это инструмент. И как любой инструмент, она должна не только выполнять функцию, но и быть безопасной и предсказуемой для того, кто ей управляет. Выбор часто сводится не к поиску 'самой крутой' модели, а к поиску той, которая с минимальными доработками впишется в конкретный лава, к конкретному комбайну, и будет понятна в управлении конкретной смене. Всё остальное — от лукавого.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
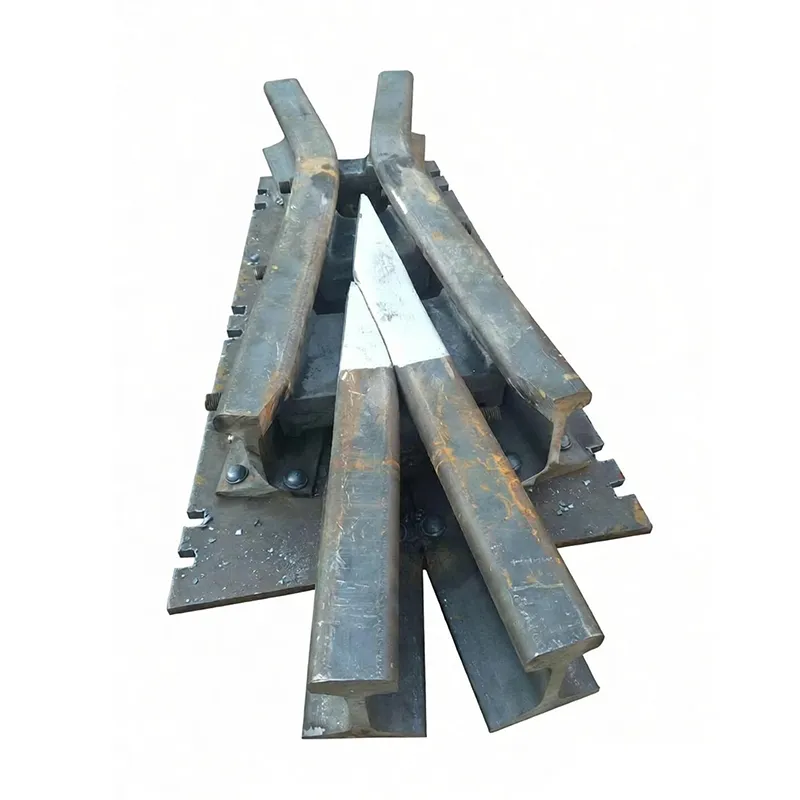
 Шахтный остряк (тяжелонагруженный тип)
Шахтный остряк (тяжелонагруженный тип) -
 Остряк стрелочного перевода
Остряк стрелочного перевода -
 Комплект запасных частей для стрелочного перевода
Комплект запасных частей для стрелочного перевода -
 Соединительные накладки для рельсов
Соединительные накладки для рельсов -
 Крестовина для стрелочного перевода (тяжеловесная)
Крестовина для стрелочного перевода (тяжеловесная) -
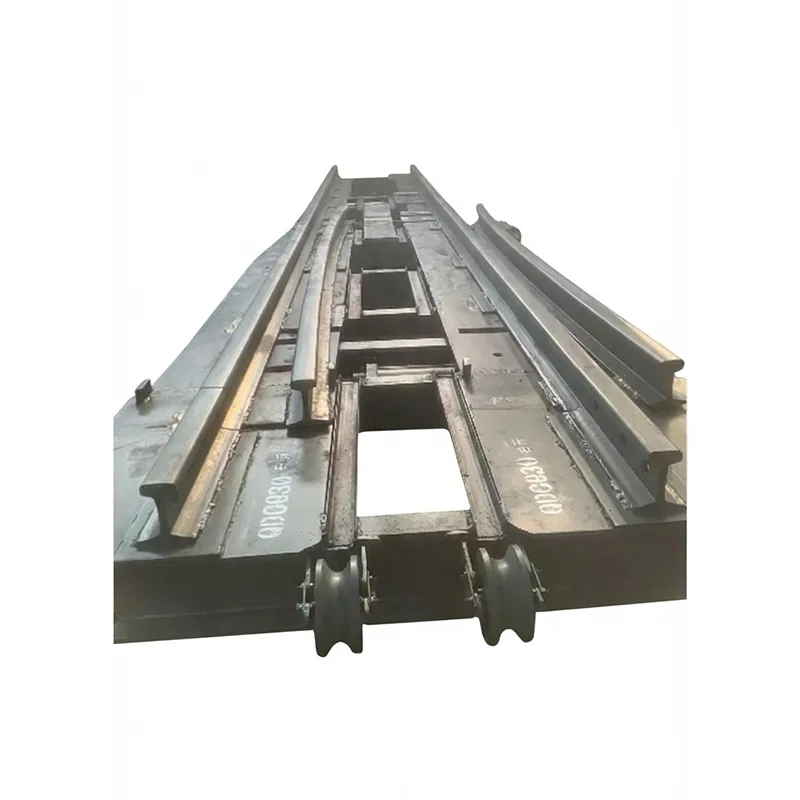
 Стрелочный перевод для подъездных железнодорожных путей (стандартный тип)
Стрелочный перевод для подъездных железнодорожных путей (стандартный тип) -
 Опрокидная шахтная вагонетка
Опрокидная шахтная вагонетка -
 Шахтная материальная вагонетка
Шахтная материальная вагонетка -
 Стрелочный перевод для рельсовых путей с направляющими
Стрелочный перевод для рельсовых путей с направляющими -
 Комплектные решения для шахтных рельсовых систем
Комплектные решения для шахтных рельсовых систем -
 Стрелочный перевод для промышленных подъездных путей
Стрелочный перевод для промышленных подъездных путей -
 Накладки для стыков рельсов (шахтные / промышленные)
Накладки для стыков рельсов (шахтные / промышленные)
Связанный поиск
Связанный поиск- Колесная ось шахтной вагонетки
- Пневматический криволинейный стрелочный перевод для канатной откатки
- Резиновая подкладка
- Промышленный стрелочный перевод
- Проектирование стрелочных переводов по требованиям заказчика
- Стрелочный перевод для горных работ
- Гидравлический рельсогиб
- Шахтная материальная вагонетка
- Путевой домкрат
- Ручной привод стрелочного перевода