





Опрокидная вагонетка для угольной шахты
Если кто думает, что опрокидная вагонетка — это просто железный ящик, который катается по рельсам и вываливает уголь, то он глубоко ошибается. На деле это один из самых нагруженных и капризных узлов в цепочке доставки угля от забоя до поверхности. Работая с этим годами, начинаешь видеть десятки нюансов, которые в каталогах не опишешь. Вот, к примеру, многие гонятся за максимальной грузоподъёмностью, забывая, что в узком штреке с кривой малого радиуса вагонетка в 5 тонн может стать неповоротливым кошмаром. Или момент с опрокидыванием — кажется, что механизм прост до безобразия, но если точка центра тяжести рассчитана не под влажный, слежавшийся уголь, то при разгрузке будет не чистый кувырок, а мучительное 'зависание' с остатками груза, которые потом киркой долбить приходится. Это не теория, это ежедневная практика в лавах.
Конструкция: где кроются главные проблемы
Основная головная боль — это не сам кузов, а узлы крепления осей и опрокидной конструкции. Видел модели, где серьги крепления опрокидывающего механизма были приварены прямо к корпусу без усиливающих накладок. В сухой среде, может, и ходило бы, но в условиях шахтной влаги и постоянных ударных нагрузок при соударениях в составе, металл вокруг сварных швов начинал 'уставать'. Трещины появлялись не сразу, а после 8-10 месяцев эксплуатации, и это как раз тот срок, когда гарантия от многих производителей уже заканчивается.
Ещё один критичный момент — тип подшипников в колёсных парах. Открытые подшипники скольжения, которые некоторые экономные поставщики предлагают, — это самоубийство для вагонетки в запылённой среде с угольной штыбой. Они требуют постоянной смазки, которую в реальных условиях бригада просто не успевает делать в полном объёме. Результат — заклинивание, образование 'плоского пятна' на колесе, а дальше разрушение рельсового пути. Гораздо надёжнее оказались закрытые роликовые подшипники, даже если их первоначальная стоимость выше. Их ресурс в разы больше.
И конечно, материал кузова. Не просто сталь, а её марка и толщина в ключевых местах. Дно и нижняя треть бортов принимают на себя основной удар при погрузке породой или крупными кусками угля. Здесь экономия на паре миллиметров толщины приводит к быстрому истиранию и вмятинам, которые потом мешают чистому опрокидыванию. Приходилось сталкиваться с продукцией, где дно было усилено, а вот нижняя кромка бортов — нет. Через год эксплуатации по этой кромке шла глубокая выработка.
Процесс опрокидывания: теория vs. условия в лаве
В идеальных условиях на испытательном полигоне вагонетка опрокидывается плавно и полностью. В реальной шахте всё иначе. Например, угол установки опрокидного устройства на разгрузочной эстакаде. Если он рассчитан на сухой, сыпучий уголь, а из лавы идёт влажная масса, то груз 'залипает' в углах кузова. Приходится либо несколько раз 'дёргать' вагонетку, что даёт колоссальную ударную нагрузку на механизм, либо рабочим лезть и помогать лопатой. И то, и другое — это внеплановая простои и износ.
Сам механизм опрокидывания — шарнирно-зубчатый или на основе кривошипа? Второй, на мой взгляд, надёжнее в грязной среде. Меньше открытых зубчатых зацеплений, которые забиваются шламом. Но и у него есть слабое место — ось кривошипа. Её нужно регулярно проверять на люфт. Помню случай на одной из шахт Кузбасса, когда из-за выработки на этой оси вагонетка при опрокидывании сошла с направляющих и завалилась набок. К счастью, обошлось без жертв, но остановка разгрузочного узла на сутки — это огромные убытки.
Важный нюанс, о котором часто забывают — это фиксатор в транспортном положении. Простая защёлка должна быть устроена так, чтобы её невозможно было случайно расчепить при движении состава, но при этом она легко приводилась в действие на разгрузке даже в рукавицах. Видел конструкции, где фиксатор был слишком 'тугим', и рабочие просто переставали его защёлкивать, что приводило к самопроизвольному опрокидыванию на неровном пути.
Совместимость и эксплуатация в составе
Опрокидная вагонетка никогда не работает сама по себе. Она — часть поезда. И здесь встаёт вопрос сцепки. Автосцепка СА-3 — стандарт, но и здесь есть подводные камни. Высота сцепного устройства относительно рамы вагонетки должна быть выдержана строго, иначе в составе на уклонах будут возникать ненормальные вертикальные нагрузки, ведущие к излому рамы. Получали партию, где был допущен перекос в креплении этой самой автосцепки. Пришлось все экземпляры отправлять на доработку.
Ещё один момент — тормозная система для состава. Если вагонетки используются в составе с локомотивной откаткой на крутых уклонах, то нужны тормозные башмаки или даже индивидуальные тормоза на вагонетках. Но это усложняет и утяжеляет конструкцию. Чаще идут по пути установки тормозных вагонеток в середине и конце состава. Но тогда сама опрокидная вагонетка должна иметь усиленные буферные устройства, чтобы выдерживать удар от тормозящего состава. Буфера нередко становятся 'слабым звеном'.
Капитальный ремонт и восстановление — отдельная тема. Часто экономически выгоднее не покупать новую вагонетку, а восстановить старую, заменив изношенные части. Но для этого нужна качественная документация от производителя и доступность запасных частей. Вот здесь наличие надёжного поставщика, который работает на рынке долго, критически важно. Например, на продукцию ООО Линьчжоу Чжэнда Шахтное Машиностроение (сайт: https://www.lzzdmj.ru) мы обращали внимание именно потому, что их продукция широко применяется в угольной промышленности, а это обычно означает, что конструкция прошла обкатку в реальных условиях и к ней можно найти запчасти. Их оборудование известно не только в угольной, но и в металлургической, химической отраслях, что говорит об определённой универсальности и надёжности решений.
Безопасность и 'мелочи', которые её решают
Техника безопасности часто кажется формальностью, пока не произойдёт инцидент. Для опрокидной вагонетки одна из ключевых точек — это предотвращение самопроизвольного движения во время разгрузки или ремонта. Помимо штатных тормозов, необходимы дополнительные стопоры. Идеально, если на раме есть специальные пазы или петли для установки таких стопорных устройств. Их отсутствие — признак того, что конструктор думал больше о цехе, чем о шахте.
Окраска и маркировка — это не для красоты. В условиях слабого освещения шахты яркие предупреждающие цвета на выступающих частях опрокидного механизма (например, оранжевый на рычагах) помогают избежать травм. Также обязательна чёткая маркировка грузоподъёмности и инвентарного номера, нанесённая стойкой к истиранию краской. Бывало, что маркировка стиралась за пару месяцев, и потом возникала путаница при формировании ремонтных партий.
И последнее — точки для строповки при подъёме краном. Они должны быть не просто приварены, а быть частью силового каркаса рамы. Случай, когда при подъёме вагонетки для ремонта оторвалась петля, к сожалению, не миф. Это следствие того, что эти элементы не рассчитывались на динамическую нагрузку при отрыве от земли.
Выбор поставщика: цена, качество или что-то ещё?
При выборе опрокидной вагонетки первым делом смотришь не на ценник, а на то, где и сколько она уже отработала. Отзывы с других шахт — лучшая реклама. Потом уже идёт разговор о материалах, чертежах, условиях гарантии. Хороший поставщик всегда готов обсудить возможные доработки под конкретные условия пласта, сечение выработок, тип используемой крепи. Если менеджер говорит только по каталогу — это тревожный знак.
Например, когда рассматривали варианты для замены парка на одном из наших участков, то обратились к нескольким производителям, в том числе и к ООО Линьчжоу Чжэнда Шахтное Машиностроение. Их сайт (https://www.lzzdmj.ru) указывает, что продукция широко применяется в угольной, сталелитейной, металлургической, химической промышленности, а также в городском метрополитене. Это важный маркер. Опыт работы в метрополитене, где тоже жёсткие условия по надёжности и безопасности, говорит в пользу производителя. Значит, их инженеры сталкивались с задачами по коррозионной стойкости и ударным нагрузкам.
В итоге, идеальной вагонетки не существует. Есть оптимальная для конкретных условий. Главное — это диалог между шахтёрами-эксплуатационщиками и конструкторами завода. Когда этот диалог есть, рождаются те самые 'рабочие лошадки', которые годами без сюрпризов возят уголь. А когда его нет — получается просто железная коробка на колёсах, которая создаёт больше проблем, чем решает. Выбор, как всегда, за нами, практиками.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Остряк стрелочного перевода
Остряк стрелочного перевода -
 Крепёжные элементы для рельсов (шахтные / промышленные)
Крепёжные элементы для рельсов (шахтные / промышленные) -
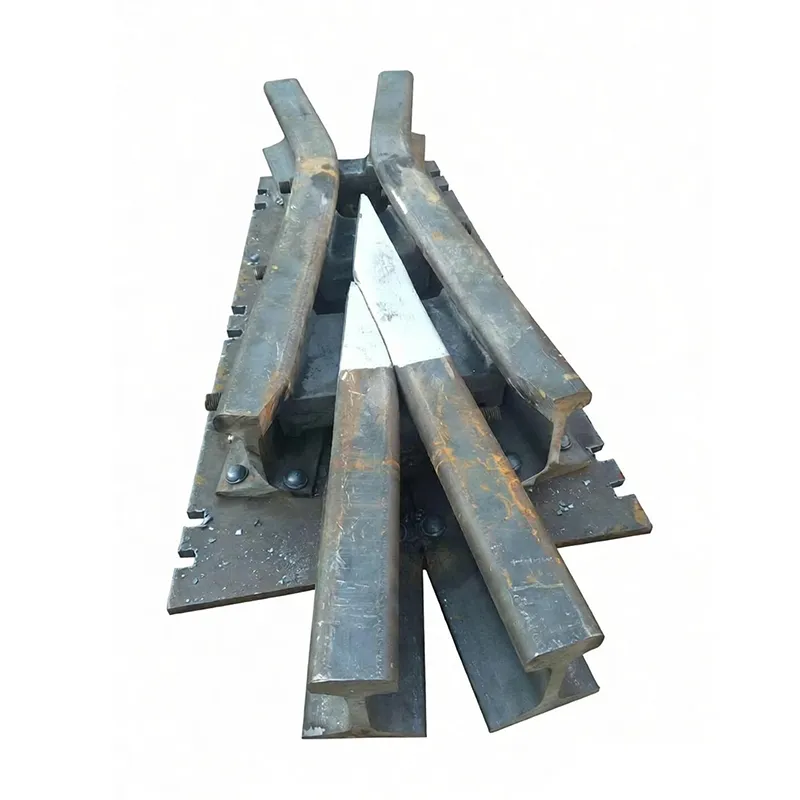
 Тяжелонагруженный шахтный стрелочный перевод
Тяжелонагруженный шахтный стрелочный перевод -
 Шахтная неопрокидная вагонетка (тяжелонагруженный тип)
Шахтная неопрокидная вагонетка (тяжелонагруженный тип) -
 Стрелочный перевод для подъездных железнодорожных путей (стандартный тип)
Стрелочный перевод для подъездных железнодорожных путей (стандартный тип) -
 Комплексные решения для промышленных рельсовых транспортных систем
Комплексные решения для промышленных рельсовых транспортных систем -
 Шахтные рельсовые костыли
Шахтные рельсовые костыли -
 Шахтный остряк (тяжелонагруженный тип)
Шахтный остряк (тяжелонагруженный тип) -
 Накладки для стыков рельсов (шахтные / промышленные)
Накладки для стыков рельсов (шахтные / промышленные) -
 Комплект запасных частей для стрелочного перевода
Комплект запасных частей для стрелочного перевода -
 Комплектные решения для шахтных рельсовых систем
Комплектные решения для шахтных рельсовых систем -
 Перекрёстно-съездной стрелочный перевод
Перекрёстно-съездной стрелочный перевод
Связанный поиск
Связанный поиск- Стрелочный перевод с перекрестным съездом
- Основная группа прижимных роликов для каната
- Вагонетка для перевозки материалов
- Буферный упор Тупиковый упор для вагонеток
- Оптовая продажа шахтных стрелочных переводов
- Усиленный зажим для рельса
- Опрокидная шахтная вагонетка на заказ
- Комплектующие для контррельсов
- Путевой костыль
- Шахтные вагонетки на заказ