





Шахтные вагонетки на заказ
Вот этот запрос — ?шахтные вагонетки на заказ? — часто понимают слишком буквально. Многие думают, что это просто вопрос изменения габаритов или цвета. На деле же, если речь идёт о настоящем заказе, а не о мелкой доработке, это почти всегда означает проектирование под конкретные, часто нестандартные, условия выработки. И здесь начинается самое интересное, а иногда и головная боль.
От запроса к техническому заданию: где кроются подводные камни
Первое, с чем сталкиваешься — разрыв в терминологии между заказчиком и производителем. Горняк на месте может сказать ?нам нужна устойчивая вагонетка для крутого уклона с сыпучей породой?. А что такое ?устойчивая?? Это вопрос центра тяжести, типа сцепки, тормозной системы. Без детального обсуждения и, желательно, выезда на объект можно легко сделать то, что теоретически подходит, а на практике будет постоянно сходить с рельсов.
Один из наших провалов лет пять назад как раз был связан с этим. Заказчик из Сибири запросил шахтные вагонетки на заказ для транспортировки горячего агломерата. Мы сделали упор на жаропрочную сталь, что было правильно. Но упустили из виду тепловое расширение рамы при цикличных нагрузках. Через три месяца эксплуатации появились трещины по сварным швам. Пришлось полностью пересматривать конструкцию каркаса, добавлять компенсаторы. Урок дорогой, но ценный.
Поэтому сейчас для нас первый этап — это глубокая аналитика. Не просто выслушать, а задать десятки уточняющих вопросов: тип грунта, радиус поворота, способ загрузки/разгрузки, коррозионная среда, температурный режим. Часто истинная проблема раскрывается только в этом диалоге.
Материалы и исполнение: не только про сталь
Когда говорят о прочности, сразу думают о толщине металла. Это важно, но не менее критичен выбор марки стали и её обработка. Для агрессивных сред, например, в химической промышленности или при высокой влажности, обычная конструкционная сталь не годится. Нужны либо легированные марки, либо нанесение специальных покрытий. Но здесь есть нюанс: такое покрытие должно быть не только стойким, но и ремонтопригодным в условиях шахты.
Колёсные пары — отдельная история. Для шахтные вагонетки, работающие в режиме постоянной вибрации, стандартные подшипники качения могут не выдержать. Иногда рациональнее вернуться к проверенным, но, казалось бы, устаревшим решениям — подшипникам скольжения с усиленной системой смазки. Они проще в обслуживании на месте. Мы для одного из заказов в Кузбассе как раз пошли по этому пути, и ресурс узла увеличился почти вдвое.
Нельзя забывать и о сцепных устройствах. Автосцепка — это хорошо для ровных путей. А для крутых уклонов или малых радиусов часто требуется жёсткая сцепка с амортизирующим элементом, гасящим рывковые нагрузки. Это тоже элемент кастомизации, о котором часто забывают.
Опыт конкретного производителя: взгляд на ООО Линьчжоу Чжэнда
В контексте нестандартных решений интересно посмотреть на подход таких компаний, как ООО Линьчжоу Чжэнда Шахтное Машиностроение. Их продукция, как указано на сайте https://www.lzzdmj.ru, применяется в угольной, сталелитейной, металлургической, химической промышленности, а также в метро. Такой широкий спектр как раз говорит о потенциальной гибкости. Работа с разными отраслями — это всегда накопленный банк решений, который можно адаптировать.
Например, опыт производства вагонеток для метрополитена, где критичны низкий шум и вибрация, может быть перенесён на шахтные модели для рудников, расположенных близко к населённым пунктам. А решения для химической промышленности по защите от коррозии — на вагонетки для шахт с кислыми грунтовыми водами.
Ключевое здесь — не просто декларировать широкую сферу применения, а иметь инженерную базу, способную эти кросс-отраслевые наработки реализовать. Это видно по детализации: как проработаны узлы, какие предлагаются опции. Иногда полезно изучить каталоги таких производителей, даже если не собираешься у них заказывать, — для понимания современных тенденций в кастомизации.
Логистика и итоговая экономика заказного решения
Самая большая иллюзия — что вагонетки на заказ всегда значительно дороже. Да, стоимость единицы выше. Но если считать общую экономику цикла, часто выходит дешевле. Стандартная вагонетка может быстрее изнашиваться в неподходящих условиях, требовать больше ремонтов, простоя. А специально спроектированная — работать годы без серьёзного вмешательства.
Но есть и обратная сторона — логистика запчастей. Если вы заказали уникальный подшипник или нестандартное сцепное устройство, их замена в случае поломки может затянуться. Поэтому одна из наших главных задач при проектировании — это максимальная унификация хотя бы ключевых расходных элементов. Чтобы, скажем, тормозные колодки или сайлент-блоки были от серийной модели, даже если рама или кузов уникальны.
Ещё один практический момент — доставка и монтаж. Габаритная нестандартная вагонетка может не вписаться в стандартные проёмы шахтного ствола или тоннеля. Этот момент нужно просчитывать на самом раннем этапе, на стадии эскиза. Были случаи, когда готовое изделие приходилось разрезать на части уже на месте для спуска в шахту, а потом заново сваривать. Это лишние cost and time.
Вместо заключения: философия ?заказа?
Так что, возвращаясь к ключевой фразе. Шахтные вагонетки на заказ — это не продукт, а процесс. Процесс совместной работы инженера и технолога-заказчика. Идеальный результат рождается не когда производитель просто исполняет чертёж, а когда он понимает суть технологической задачи и иногда предлагает решения, о которых сам заказчик не задумывался.
Это может быть предложение по изменению способа разгрузки, которое сократит цикл, или по использованию другого материала, который удвоит ресурс в конкретной среде. Главное — уйти от позиции ?вы говорите — мы делаем? к позиции ?давайте вместе найдём оптимальное решение?. Именно такой подход, на мой взгляд, отличает просто сборочное производство от настоящего машиностроительного партнёра, способного на нестандартные задачи.
Поэтому, видя запрос, я всегда мысленно добавляю к нему: ?…после детального изучения условий эксплуатации и расчёта жизненного цикла?. Без этого любая, даже самая качественно сделанная ?нестандартная? вагонетка, остаётся лотереей. А в нашем бизнесе ставки слишком высоки, чтобы полагаться на удачу.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Шахтная материальная вагонетка
Шахтная материальная вагонетка -
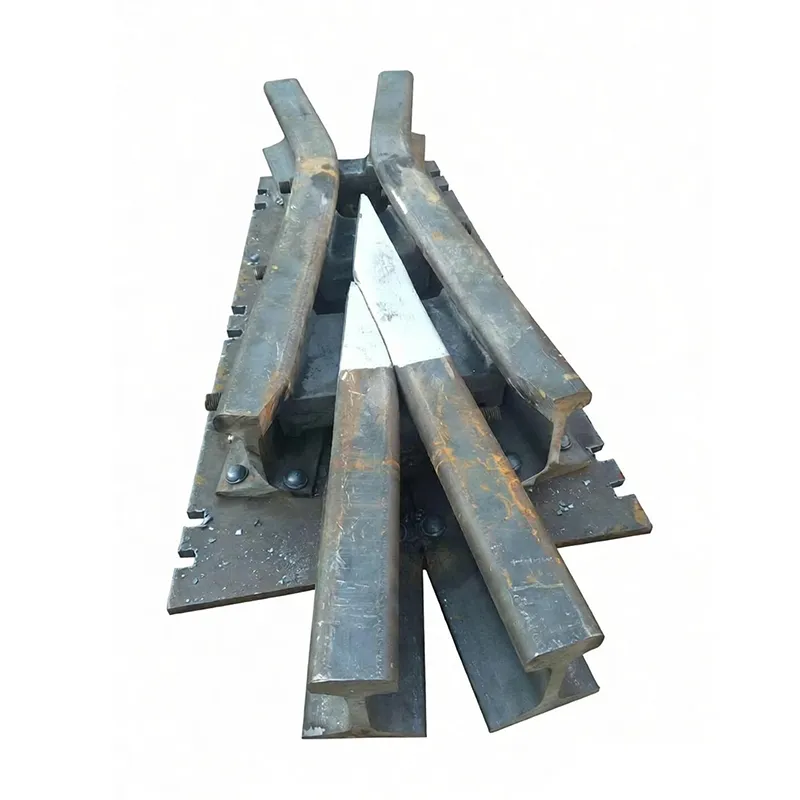
 Стрелочный перевод для подъездных железнодорожных путей (стандартный тип)
Стрелочный перевод для подъездных железнодорожных путей (стандартный тип) -
 Промышленный стрелочный перевод
Промышленный стрелочный перевод -
 Контррельс для стрелочного перевода (промышленного назначения)
Контррельс для стрелочного перевода (промышленного назначения) -
 Остряк стрелочного перевода
Остряк стрелочного перевода -
 Комплект запасных частей для стрелочного перевода
Комплект запасных частей для стрелочного перевода -
 Комплектные решения для шахтных рельсовых систем
Комплектные решения для шахтных рельсовых систем -
 Стандартный шахтный стрелочный перевод
Стандартный шахтный стрелочный перевод -
 Симметричный стрелочный перевод
Симметричный стрелочный перевод -
 Односторонний стрелочный перевод
Односторонний стрелочный перевод -
 Перекрёстно-съездной стрелочный перевод
Перекрёстно-съездной стрелочный перевод -
 Шахтная платформенная вагонетка
Шахтная платформенная вагонетка
Связанный поиск
Связанный поиск- Проектирование стрелочных переводов по требованиям заказчика
- Стрелочный перевод с контррельсами
- Глухое пересечение путей
- Усиленный зажим для рельса
- Шахтные вагонетки по индивидуальному заказу
- Цельнолитая крестовина
- Аварийный рельсовый зажим
- Изолирующая стыковая накладка
- Опорная база пути для вагонеток-смесителей
- Пневматический стопор