





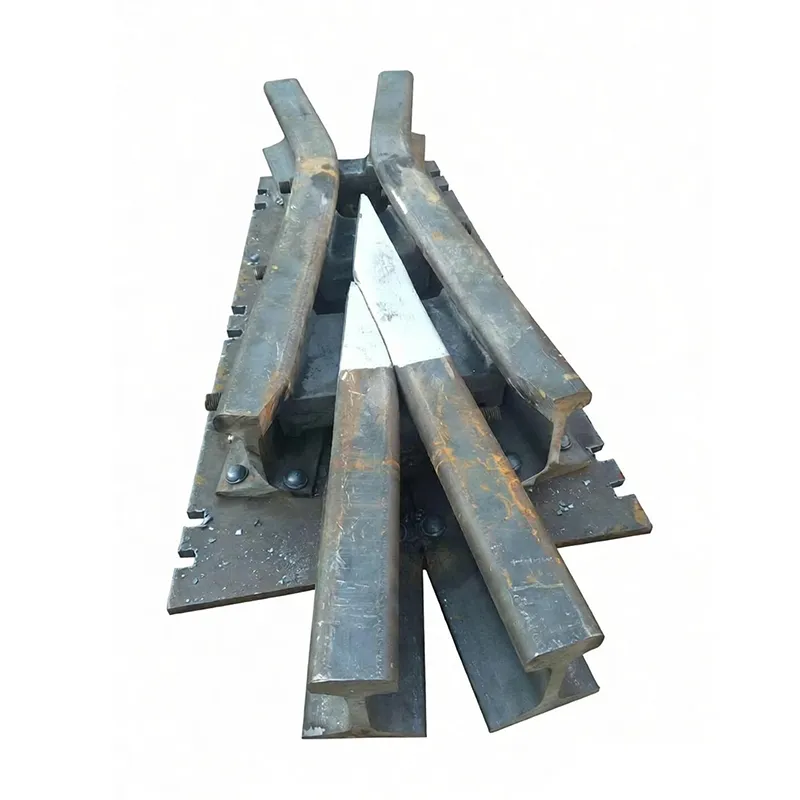
Фасонная прижимная пластина
Когда слышишь ?фасонная прижимная пластина?, многие представляют себе простую скобу или планку. Вот в этом и кроется главный подводный камень. На деле, это часто ключевой элемент узла, от которого зависит не просто фиксация, а вся кинематика, распределение нагрузки и, в итоге, ресурс всего механизма. Неправильно рассчитанная или изготовленная пластина — это не просто брак, это будущая аварийная остановка на линии, особенно в условиях шахтного или металлургического оборудования, где вибрации и ударные нагрузки — норма.
От чертежа к металлу: где теряется точность
Основная проблема начинается еще на этапе перехода с 3D-модели или чертежа в производство. Конструктор может идеально прорисовать все радиусы и переходы, но если технолог не заложит правильный маршрут обработки, получится совсем другое изделие. Особенно критичны внутренние радиусы в местах изгиба. Слишком малый радиус — концентратор напряжений, трещина по первому же серьезному циклу нагрузки. Слишком большой — и пластина не выполнит свою прижимную функцию, будет ?играть?.
Я помню случай с креплением ролика на конвейерной линии для угольного разреза. Заказчик жаловался на постоянный сход полотна. Оказалось, что фасонная прижимная пластина, которая должна была жестко фиксировать ось, имела гнутый профиль, сделанный методом свободной гибки на листогибе. Вроде бы геометрию выдержали, но внутренняя структура металла в зоне гибки пошла ?волокном?, появились микротрещины. Под нагрузкой пластина не пружинила, а постепенно ?расползалась?, теряя зажимное усилие. Пришлось переходить на штамповку в закрытом штампе — дороже, но профиль получился монолитным, с равномерной структурой.
Еще один нюанс — выбор материала. Для большинства задач идут стали типа Ст3 или 09Г2С. Но если узел работает в химически агрессивной среде, скажем, в цехе обогащения или на метрополитене с его специфической влажностью и реагентами, этого мало. Тут нужна либо нержавейка, либо качественное покрытие. И вот с покрытием тоже история: гальваническое цинкование может привести к водородному охрупчиванию, особенно если потом пластину нужно будет подгибать по месту. Лучше горячее цинкование или полимерное напыление, но это опять же надо закладывать в техпроцесс изначально.
Опыт поставщиков: китайский ширпотреб vs. осознанное производство
Рынок завален дешевыми изделиями, которые позиционируются как запчасти для горнодобывающей техники. Берешь в руки такую фасонную прижимную пластину — вроде тяжелая, покрашена. Но начинаешь смотреть: следы обработки грубые, заусенцы не сняты, отверстия под крепеж смещены на полмиллиметра относительно друг друга. Установишь такую — и болт не входит, или входит с натягом, создавая дополнительные напряжения. А потом удивляемся, почему срывает резьбу или лопается сам крепеж.
Поэтому сейчас все чаще смотрим в сторону производителей, которые специализируются именно на отраслевом машиностроении и понимают контекст. Вот, например, ООО Линьчжоу Чжэнда Шахтное Машиностроение (сайт https://www.lzzdmj.ru). В их ассортименте как раз есть такие узлы и детали, и из описания видно, что продукция идет для угольной, металлургической промышленности, метрополитена. Это важный маркер. Компания, которая делает оборудование для метро, по умолчанию должна держать более высокий допуск по виброустойчивости и коррозионной стойкости, чем та, что штампует садовые тачки. Их фасонные прижимные пластины, скорее всего, идут как часть более крупных сборочных единиц — направляющих, креплений роликов, элементов фиксации брони. И подход к ним должен быть соответствующий.
Но даже с такими поставщиками нельзя терять бдительность. Всегда нужно запрашивать не только сертификаты на материал, но и отчеты об испытаниях на усталостную прочность, если речь о динамически нагруженных узлах. Лично я всегда прошу образец для контрольной сборки и замеров. Лучше потратить время на входной контроль, чем потом разбираться с последствиями на объекте.
Монтаж и подгонка: поле для импровизации и ошибок
Самая идеальная пластина может быть испорчена при монтаже. Частая ошибка монтажников — использовать ее как монтировку или подпорку для выравнивания других элементов. Видел, как человек долбил по пластине кувалдой, чтобы ?посадить? ее на место. После такой обработки любые внутренние напряжения и геометрия летят в тартарары. Назначение детали — прижим, а не восприятие ударных нагрузок.
Другая проблема — отсутствие необходимого инструмента. Например, для затяжки крепежа на таких пластинах часто нужен динамометрический ключ с определенным моментом. Перетянешь — сорвешь резьбу или деформируешь саму пластину, создав непредусмотренный изгиб. Недотянешь — соединение разболтается от вибрации. А на объекте, особенно в шахте или на горячем участке металлургического цеха, про этот ключ часто ?забывают?, закручивая ?на глазок? и пару ударов зубилом для страховки. Результат предсказуем.
Иногда сама конструкция требует подгонки по месту. Допустим, посадочное место на раме имеет небольшой перекос от сварки. Жесткую штампованную пластину уже не поставишь. Тут нужна либо предварительная правка основания, либо (что чаще) использование пластины из более пластичного материала, которую можно немного ?подвести? без потери основных свойств. Это уже вопрос к конструкторам — они должны либо предусматривать компенсационные возможности, либо жестко контролировать качество подготовки посадочных мест.
Экономия vs. надежность: вечный спор
Закупщики всегда давят на стоимость. ?Найдите аналог подешевле? — классика. И начинается поиск ?похожих? деталей. Но в случае с фасонными деталями ?похожий? — почти всегда нерабочий. Отверстия могут не совпасть на полмиллиметра, толщина может быть меньше на 0.5 мм, а радиус гиба больше. Кажется, ерунда. Но эта ?ерунда? приводит к тому, что плоскость прижима становится неполной, нагрузка распределяется неравномерно, и пластина работает на излом вместо сжатия.
Мы как-то попробовали сэкономить на партии пластин для крепления бронелистов на дробилке. Взяли вариант от другого поставщика, геометрически схожий, но из стали без гарантированного предела текучести. Стоимость ниже на 30%. Установили. Через три недели работы на абразивном материале получили звонок: крепления поползли, броня сместилась, есть риск заклинивания. Остановка линии, экстренный ремонт, заказ оригинальных деталей. Общая сумма потерь превысила ?экономию? в десятки раз. После этого у нас появилось железное правило: критичные по нагрузке и последствиям отказа фасонные прижимные пластины не меняем на аналоги без полноценных расчетов и испытаний.
Иногда экономия должна быть умной. Например, если пластина работает в паре с быстроизнашиваемым элементом и меняется вместе с ним, нет смысла делать ее из дорогой легированной стали. Но это решение должно быть обосновано технологом, а не принято бухгалтером.
Взгляд в будущее: аддитивные технологии и персонализация
Сейчас много говорят про 3D-печать металлом. Для таких деталей, как наша фасонная прижимная пластина, это пока кажется избыточным для серии. Но есть ниша — единичные случаи или ремонт устаревшего оборудования, где оригинальные запчасти уже не производятся. Вместо того чтобы заказывать дорогостоящее изготовление штампа для одной штуки, можно отсканировать изношенный образец, доработать модель и напечатать. Микроструктура, конечно, будет иной, не как у поковки, но для некритичных узлов или как временное решение — вариант.
Более реальное направление — улучшение методов контроля. Внедрение систем, которые сканируют готовую деталь и сравнивают ее 3D-модель с эталонной, выводя цветовую карту отклонений. Это позволит отсеивать брак еще до отгрузки и даст гарантию, что каждая фасонная прижимная пластина в партии — точная копия расчетной детали. Для ответственных применений в той же горнодобыче или метро это скоро станет must-have.
В итоге, возвращаясь к началу. Эта невзрачная деталь — не расходник, а точный функциональный элемент. Ее проектирование, изготовление и монтаж требуют понимания физики процесса, в котором она работает. Игнорировать это — значит закладывать в машину ?мину? замедленного действия. А выбирая поставщика, вроде ООО Линьчжоу Чжэнда Шахтное Машиностроение, стоит смотреть не только на каталог, но и на их подход к обеспечению именно этих, не всегда очевидных, но критически важных параметров. Потому что в промышленности мелочей не бывает.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Симметричный стрелочный перевод
Симметричный стрелочный перевод -
 Стрелочный перевод для промышленных подъездных путей
Стрелочный перевод для промышленных подъездных путей -
 Перекрёстно-съездной стрелочный перевод
Перекрёстно-съездной стрелочный перевод -
 Контррельс для стрелочного перевода (промышленного назначения)
Контррельс для стрелочного перевода (промышленного назначения) -
 Накладки для стыков рельсов (шахтные / промышленные)
Накладки для стыков рельсов (шахтные / промышленные) -
 Остряк стрелочного перевода
Остряк стрелочного перевода -
 Промышленный стрелочный перевод
Промышленный стрелочный перевод -
 Крестовина для стрелочного перевода (тяжеловесная)
Крестовина для стрелочного перевода (тяжеловесная) -
 Соединительные накладки для рельсов
Соединительные накладки для рельсов -
 Крепёжные элементы для рельсов (шахтные / промышленные)
Крепёжные элементы для рельсов (шахтные / промышленные) -
 Стрелочный перевод для подъездных железнодорожных путей (стандартный тип)
Стрелочный перевод для подъездных железнодорожных путей (стандартный тип) -
 Стрелочный перевод для рельсовых путей с направляющими
Стрелочный перевод для рельсовых путей с направляющими
Связанный поиск
Связанный поиск- Вспомогательная группа прижимных роликов для каната
- Контррельс
- Шахтные вагонетки по индивидуальному заказу
- Буферный упор Тупиковый упор для вагонеток
- Стыковой болт
- Опрокидная шахтная вагонетка
- Пружинный костыль и стыковой болт
- Стрелочный перевод для тоннельного строительства
- Комплектующие для контррельсов
- Ремкомплект для стрелочного перевода