





Глухая шахтная вагонетка
Когда слышишь 'глухая вагонетка', многие, даже в отрасли, представляют себе просто металлический короб. Но на деле, это один из самых нагруженных и критичных узлов в цепочке доставки горной массы. От её конструкции, от качества сварных швов и даже от формы откосов днища зависит, сколько породы высыплется на пути, сколько времени уйдёт на разгрузку и как долго прослужит сама тележка. Частая ошибка — экономить на материале кузова или на расчёте узла крепления к раме. Потом удивляются, почему на крутых виражах в стволе вагонетку 'ведёт' или почему она треснула после полугода работы. Тут не до абстракций — каждый миллиметр и каждый килограмм имеют значение.
Конструкция: где кроется 'дьявол'
Возьмём, к примеру, классическую глухую шахтную вагонетку типа ВГ. Казалось бы, всё просто: рама, кузов, колёсные пары, буфер. Но начнём с кузова. Глухой — значит, неразборный, с цельносварным днищем. Толщина листа — отдельная тема. Если поставить слишком тонкий, он прогнётся под тяжёлой мокрой породой, появятся остаточные деформации. Слишком толстый — перегруз по массе, лишняя нагрузка на путь и тяговое усилие. Оптимальное решение — усиление рёбрами жёсткости в определённых зонах, особенно по углам и в местах перехода от бортов к днищу. Но эти рёбра должны быть правильно рассчитаны, иначе они создадут 'карманы', где будет налипать глина, и разгрузить вагонетку станет проблемой.
Сварные швы. Это ахиллесова пята многих недорогих моделей. Швы должны быть не просто герметичными, а выдерживать постоянные ударные нагрузки при загрузке экскаватором или погрузчиком. Часто видишь красивый ровный шов, но сделанный без правильного провара. В условиях постоянной вибрации и влажности в такой шов быстро заходит усталостная трещина. Проверял на практике: у модели от одного из местных производителей трещины по сварному соединению борта и днища пошли уже после 4-5 месяцев интенсивной работы на известняковом карьере. Пришлось усиливать на месте, что, конечно, временная мера.
И ещё момент — геометрия днища. Оно не должно быть абсолютно плоским. Обязателен небольшой уклон к центру или к разгрузочному люку, если он предусмотрен. Иначе прилипшая порода будет оставаться 'мёртвым' грузом. На одной из шахт КУБа столкнулись с тем, что влажная глинистая руда намертво схватывалась на плоском днище. Простои на чистку убивали всю экономику. Потом перешли на вагонетки с выраженным коническим днищем — проблема снизилась на 70%.
Рама и ходовая часть: вопрос надёжности
Рама — это основа. Чаще всего делают из швеллера или двутавра. Но здесь важно не только сечение, но и качество стали. Она должна иметь хорошие характеристики по ударной вязкости, особенно для работ в условиях низких температур. Видел случаи, когда рама лопалась не от перегруза, а от хладноломкости материала в сильный мороз на поверхности перед спуском в ствол. Казалось бы, мелочь — сертификат на металл, но сколько проблем из-за его отсутствия.
Крепление кузова к раме. Казалось бы, болтовое соединение или серьги. Но если точки крепления расположены неудачно, нагрузка распределяется неравномерно. В долгосрочной перспективе это ведёт к перекосу, повышенному износу буксовых узлов и, в итоге, к сходу с рельсов. Один из самых удачных вариантов, который встречал — это жёсткое сварное соединение рамы с усиливающими косынками в местах наибольшего напряжения, но с амортизирующими прокладками в точках контакта с кузовом для гашения ударных нагрузок.
Колёсные пары. Тут всё упирается в подшипники. Дешёвые подшипники качения могут не выдержать постоянной загрузки абразивной пылью, несмотря на наличие защитных лабиринтов. На некоторых участках с агрессивной шахтной водой лучше показывают себя вагонетки с буксовыми узлами скольжения (правда, они требуют более тщательного обслуживания). Выбор часто зависит от условий конкретной шахты. Например, для глухих вагонеток, работающих на транспортировке горячего агломерата (да, и такое бывает в металлургии), нужны совсем другие решения по термостойкости и смазке.
Опыт и практические 'косяки'
Вспоминается случай на одной из угольных шахт в Воркутинском районе. Закупили партию новых глухих вагонеток у неизвестного производителя. Всё выглядело солидно. Но через месяц начались жалобы от машинистов электровозов — состав 'гуляет', вагонетки плохо идут по стрелочным переводам. Причина оказалась банальной и страшной: не выдержаны габаритные размеры по осям сцепления и разная жёсткость буферных устройств. Одни вагонетки в составе были 'мягче', другие 'жёстче'. При торможении и трогании это создавало эффект гармошки и огромные динамические нагрузки. В итоге часть вагонеток пришлось снять, дорабатывать буфера. Убытки — колоссальные.
Ещё один нюанс — антикоррозионное покрытие. Многие пренебрегают, считая, что в шахте всё равно всё обобьётся. Но это не так. Качественная грунтовка и покраска в несколько слоёв, особенно в сварных стыках, продлевают жизнь кузова в разы, замедляя процесс коррозии от постоянной влаги и химически активной шахтной воды. Экономия на краске в 50 копеек выливается в замену кузова на тысячи рублей раньше срока.
Что касается производителей, то на рынке есть как проверенные временем гиганты, так и новые игроки. Из тех, кто предлагает комплексные решения для разных отраслей, можно отметить ООО Линьчжоу Чжэнда Шахтное Машиностроение. На их сайте https://www.lzzdmj.ru указано, что их продукция, включая, полагаю, и вагонетки, применяется в угольной, сталелитейной, металлургической, химической промышленности, а также в метро. Это как раз тот случай, когда широта применения говорит о возможности адаптации базовой конструкции под разные, в том числе и специфические, задачи. Для метро, например, критичны уровень шума и искробезопасность, а для химической промышленности — стойкость к определённым реагентам. Универсальная глухая вагонетка здесь не подойдёт, нужна модификация.
Тенденции и что в перспективе
Сейчас тренд — на увеличение единичной грузоподъёмности. Всё чаще вижу запросы на глухие вагонетки на 5, 6, даже 8 кубов. Это диктуется экономикой: меньше вагонов в составе, выше эффективность. Но здесь встаёт вопрос прочности пути и мощности локомотивной откатки. Нельзя просто взять и увеличить кубометры — нужно пересчитывать всю цепочку.
Материалы. Потихоньку начинают применять более лёгкие и прочные стали, а также композитные вставки для уменьшения веса тары. Но это пока дорого и носит скорее экспериментальный характер. Для большинства шахт актуальнее не инновации, а просто качественное исполнение по классическим, проверенным чертежам.
Системы мониторинга. Внедряются датчики загрузки, датчики состояния подшипников. Это уже не фантастика. Пока что это больше прерогатива открытых горных работ или современных метрополитенов, но, думаю, лет через пять-десять дойдёт и до глубоких шахт. Представьте: диспетчер видит, что конкретная вагонетка в составе перегружена или у неё греется букса. Это предотвратит аварию.
Вместо заключения: на что смотреть при выборе
Итак, если резюмировать опыт, то при выборе или оценке глухой шахтной вагонетки нужно смотреть не на ценник в первую очередь. Нужно запросить сертификаты на металл, посмотреть на качество сварных швов (они должны быть ровными, без пор и подрезов), обратить внимание на конструкцию рёбер жёсткости и форму днища. Обязательно уточнить, под какие условия эксплуатации она рассчитана: тип груза, влажность, наличие химически активных сред, температурный режим.
Спросить о применяемых подшипниках и наличии защиты от попадания пыли и влаги. И, конечно, посмотреть на геометрию: соответствие габаритам, соосность колёсных пар. Лучше один раз потратить время на приёмку, чем потом месяцами разгребать проблемы с простоем и ремонтами.
В конечном счёте, хорошая глухая вагонетка — это не та, что блестит новой краской на складе, а та, которая через год-два тяжёлой работы не имеет остаточных деформаций кузова, не издаёт посторонних скрипов и продолжает исправно возить тонны горной массы. Всё остальное — второстепенно. Именно такой подход к надёжности, кстати, и демонстрируют серьёзные производители, работающие на разнообразные сектора промышленности, от угля до метро.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
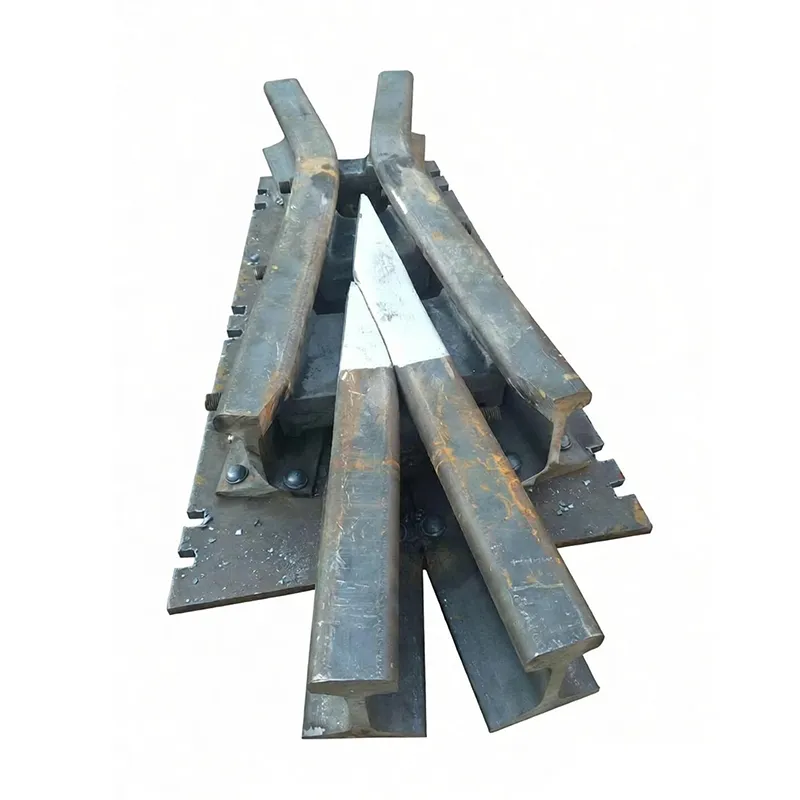
 Симметричный стрелочный перевод
Симметричный стрелочный перевод -
 Шахтные рельсовые костыли
Шахтные рельсовые костыли -
 Комплектные решения для шахтных рельсовых систем
Комплектные решения для шахтных рельсовых систем -
 Нестандартные шахтные стрелочные переводы на заказ
Нестандартные шахтные стрелочные переводы на заказ -
 Шахтная неопрокидная вагонетка (тяжелонагруженный тип)
Шахтная неопрокидная вагонетка (тяжелонагруженный тип) -
 Шахтная платформенная вагонетка
Шахтная платформенная вагонетка -
 Шахтный остряк (тяжелонагруженный тип)
Шахтный остряк (тяжелонагруженный тип) -
 Комплект запасных частей для стрелочного перевода
Комплект запасных частей для стрелочного перевода -
 Соединительные накладки для рельсов
Соединительные накладки для рельсов -
 Крестовина для стрелочного перевода (тяжеловесная)
Крестовина для стрелочного перевода (тяжеловесная) -
 Стандартный шахтный стрелочный перевод
Стандартный шахтный стрелочный перевод -
 Опрокидная шахтная вагонетка
Опрокидная шахтная вагонетка