





Тяжелонагруженная шахтная вагонетка
Когда говорят 'тяжелонагруженная шахтная вагонетка', многие сразу представляют просто усиленную конструкцию. Но на деле разница не только в толщине металла. Основная ошибка — считать, что главное это статика, а динамические нагрузки, усталостные циклы и условия разгрузки — второстепенны. В реальности именно эти 'мелочи' определяют, проработает вагонетка год или десять лет.
Конструкция: где скрываются проблемы
Если брать классическую модель, скажем, ВГ-4,5, то её модификация под тяжелые грузы — это не просто ребра жесткости добавлены. Перераспределение массы на раму, усиление узла сцепки, да ещё и с учетом боковых нагрузок в кривых. Часто вижу, как при ремонте просто наваривают лист, а потом удивляются, почему трещина пошла дальше. Тут важно понимать направление основных сил.
Колесные пары — отдельная история. Подшипники качения вместо скольжения, это уже стандарт для тяжелых режимов. Но вот размер колеса и материал бандажа... На одном из рудников в Кузбассе пробовали поставить увеличенные колеса, чтобы снизить удельное давление. Теория гласила — меньше износ рельсов. А на практике возрос момент, быстрее выходили из строя буксы. Пришлось возвращаться к проверенному варианту, но с другим сплавом бандажа.
Кузов. Кажется, что чем толще сталь, тем лучше. Но тогда резко растет собственный вес, снижается полезная нагрузка. Видел удачные решения у ООО Линьчжоу Чжэнда Шахтное Машиностроение в их моделях для металлургии — комбинированная конструкция. Нижняя часть, которая принимает основной удар при загрузке (особенно когда порода скидывается экскаватором), из высокопрочной стали, а борта и каркас — из более легкой, но стойкой к истиранию. Это разумный компромисс.
Материалы и износ: неочевидные моменты
Износ днища — это понятно. Но есть менее заметные точки: внутренние углы кузова, где налипает влажная порода и создает очаги коррозии, и верхние кромки бортов, которые истираются тросами и креплениями. Борьба с этим не всегда эффективна. Пробовали наплавку твердыми сплавами — помогает, но дорого и требует частых остановок. Сейчас чаще идут по пути сменных накладок, это проще в полевых условиях.
Сцепной узел — сердце тяжелонагруженной вагонетки. Автосцепка СА-3 — классика, но под экстремальными нагрузками в составе поезда её клин может 'уставать'. Были случаи саморасцепа на подъёме, к счастью, без серьезных последствий. Сейчас некоторые производители, включая LZZD, предлагают модификации с дополнительным предохранительным шплинтом и усиленной пружиной. Не панацея, но дополнительный рубеж.
Краска. Казалось бы, мелочь. Но в условиях шахтной атмосферы с её химической агрессивностью неправильное покрытие приводит к точечной коррозии за сезон. Эпоксидные составы с цинковым грунтом — must have. На их сайте, кстати, упоминается применение в химической промышленности, а значит, к защите от коррозии у них подход должен быть серьёзный.
Эксплуатация: разрыв между теорией и реальностью
Инструкция предписывает равномерную загрузку. Но в забое, когда спешишь, техника загружает 'горбом'. Центр тяжести смещается, нагрузка на одну ось растет в разы. Контролировать это почти невозможно. Поэтому закладываешь в конструкцию трёхкратный запас по усталостной прочности для осей. Это не прописано в ГОСТ, это приходит с опытом аварийных разборов.
Тормозные системы на самих вагонетках — редкость, обычно тормозит локомотив. Но на длинных уклонах это риск. Пробовали ставить ручные тормоза на несколько вагонеток в составе. Рабочие забывали их отключать, были перегревы и деформации. От идеи отказались. Сейчас думают о пневматике, но это усложнение всей системы поезда.
Разгрузка. Опрокидыватель — это удар. Особенно если используется не плавный поворот, а ударный сброс. Рама 'играет', сварные швы устают. Самый надёжный вариант, который видел — это вагонетки с откидным днищем, но они сложнее и дороже. Для угольной промышленности часто слишком наворочено, а для металлургии, где ценность груза выше, уже оправдано.
Ремонт и модернизация: что можно сделать на месте
Полная замена вагонетки — крайняя мера. Чаще её 'лечат'. Самый частый ремонт — замена колесных пар и подшипниковых узлов. Здесь важно не просто запрессовать новые подшипники, а проверить посадочные места на эллипс. Если его проигнорировать, новый подшипник проживёт вполовину меньше.
Усиление рамы. Нельзя просто наварить швеллер сверху. Нужно понимать, в каком именно месте она 'дышит'. Иногда помогает установка диагональных растяжек внутри рамы, что снимает напряжение с основных швов. Это кустарный метод, но на многих шахтах он продлил жизнь не одному десятку единиц техники.
Взаимозаменяемость запчастей. Вот здесь часто провал. Купили партию вагонеток, скажем, у китайского производителя (как тот же ООО Линьчжоу Чжэнда Шахтное Машиностроение), а через пять лет нужны запчасти, а модель уже снята с производства. Приходится фрезеровать самим или искать аналог. Идеально, когда производитель, как заявлено на их сайте, работает на постоянной основе с целыми отраслями — угольной, металлургической, метрополитеном. Это косвенно говорит о долгосрочной поддержке модельного ряда и наличии запчастей.
Критерии выбора: на что смотреть кроме цены
Первое — не паспортная нагрузка, а запас прочности, заложенный в динамике. Спросите у производителя результаты расчётов на усталость (если есть). Второе — доступность и ремонтопригодность узлов. Сможете ли вы в условиях своего РММ заменить буксу или усилить раму? Третье — опыт производителя именно в вашей отрасли. Для метрополитена одни вибрационные нагрузки, для сталелитейного завода — другие (термические), для угольной шахты — третьи (абразивный износ и влажность).
Универсальных решений нет. Тяжелонагруженная шахтная вагонетка для химической промышленности, где возможны проливы реагентов, должна иметь совершенно иную защиту внутренней поверхности кузова, чем для перевозки руды.
Итог прост: вагонетка — это не просто железный ящик на колёсах. Это расчётный узел в сложной динамической системе горной выработки. Её выбор и эксплуатация — это всегда компромисс между стоимостью, надёжностью и ремонтопригодностью. И этот компромисс находится не в каталогах, а в конкретных условиях забоя, на рельсовых путях с их неровностями и в графике ремонтов, который всегда стремятся сократить. Глупо экономить на металле, если один простой состава из-за поломки обойдётся дороже всей экономии.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
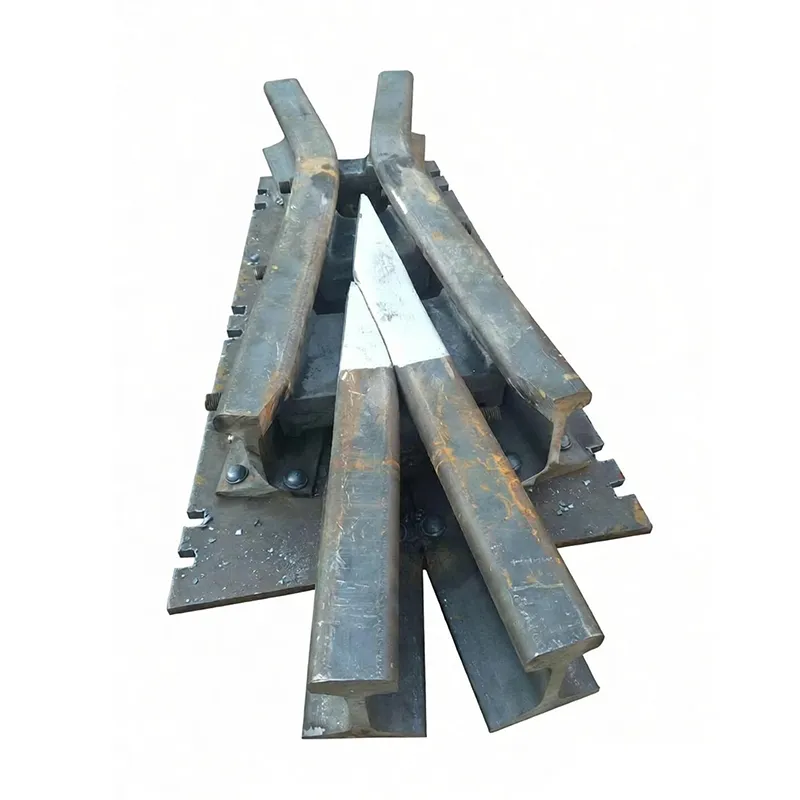
 Остряк стрелочного перевода
Остряк стрелочного перевода -
 Шахтная платформенная вагонетка
Шахтная платформенная вагонетка -
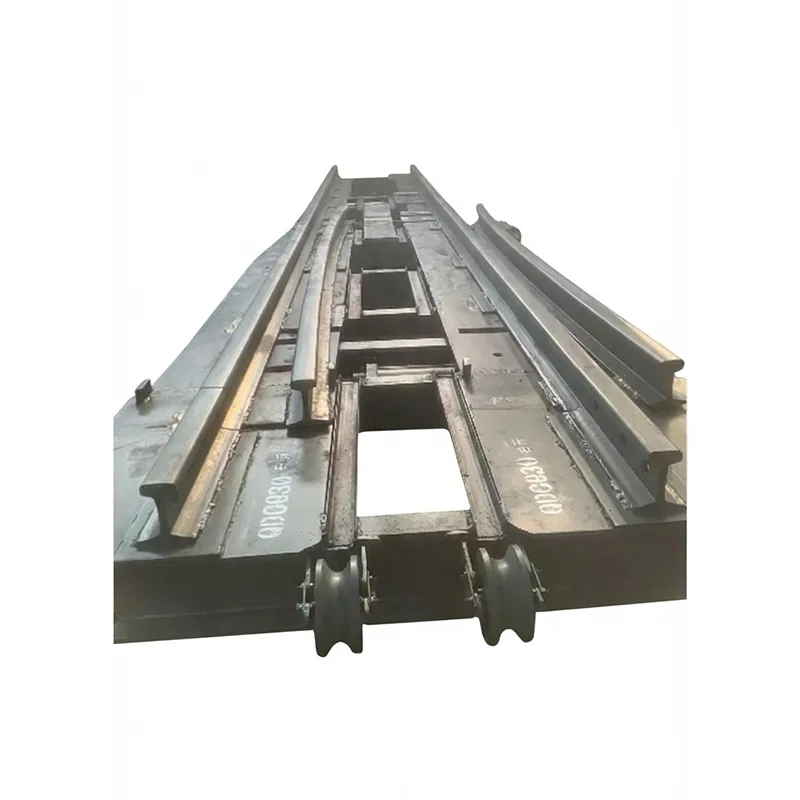
 Стандартный шахтный стрелочный перевод
Стандартный шахтный стрелочный перевод -
 Стрелочный перевод для рельсовых путей с направляющими
Стрелочный перевод для рельсовых путей с направляющими -
 Шахтные рельсовые костыли
Шахтные рельсовые костыли -
 Комплект запасных частей для стрелочного перевода
Комплект запасных частей для стрелочного перевода -
 Нестандартные шахтные стрелочные переводы на заказ
Нестандартные шахтные стрелочные переводы на заказ -
 Стрелочный перевод для подъездных железнодорожных путей (стандартный тип)
Стрелочный перевод для подъездных железнодорожных путей (стандартный тип) -
 Накладки для стыков рельсов (шахтные / промышленные)
Накладки для стыков рельсов (шахтные / промышленные) -
 Соединительные накладки для рельсов
Соединительные накладки для рельсов -
 Комплексные решения для промышленных рельсовых транспортных систем
Комплексные решения для промышленных рельсовых транспортных систем -
 Контррельс для стрелочного перевода (промышленного назначения)
Контррельс для стрелочного перевода (промышленного назначения)
Связанный поиск
Связанный поиск- Индивидуальное производство вагонеток
- Шахтная материальная вагонетка
- Стрелочный перевод для проходческих работ
- Комплектующие для контррельсов
- Пневматический стрелочный перевод для канатной откатки
- Крепежные пластины для контррельсов всех типов
- Оптовая продажа крестовин
- Стопор для монорельса
- Колесная ось шахтной вагонетки
- Колёсная пара шахтной вагонетки